成形不良 ジェッティング
投稿日:2023年1月19日
カテゴリー:製品と技術
「ジェッティング」とは
”ジェッティング”とは、図1のように、成形品を射出成形した際、表面に線状の蛇行模様が発生する現象です。

図1. ジェッティングの例
ジェッティングの発生メカニズム
金型キャビティ内にゲートから溶融プラスチックを射出する際、ある条件下(射出速度が速すぎる、金型温度が低すぎる等)では、図2 ①、②のようにホースから水を飛ばすように射出される場合があります。

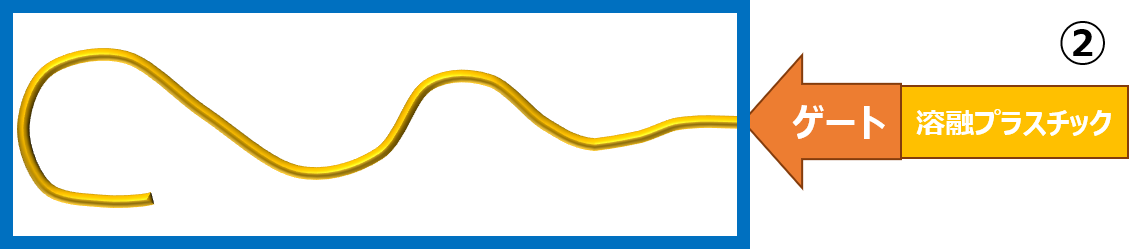
ゲートと反対側の壁に衝突した後に蛇状の溶融プラスチックは、図2 ③、④のように折り畳まれていきます。
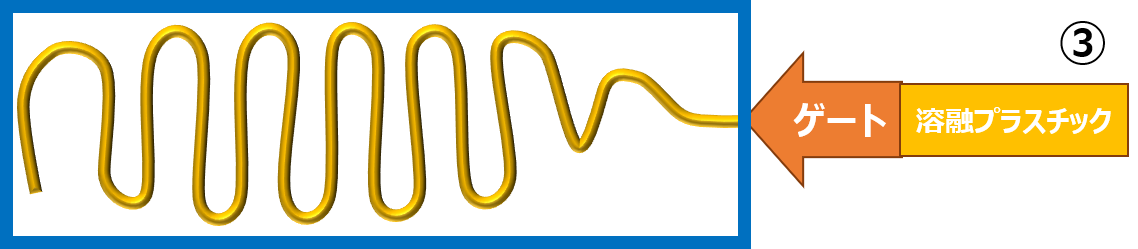
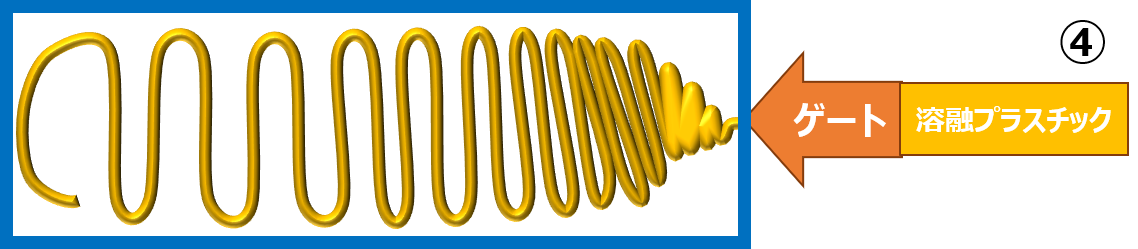
後から流れてきた溶融プラスチックに“折り畳まれた蛇状”部分が、図2 ⑤、⑥、⑦のように飲み込まれていきます。
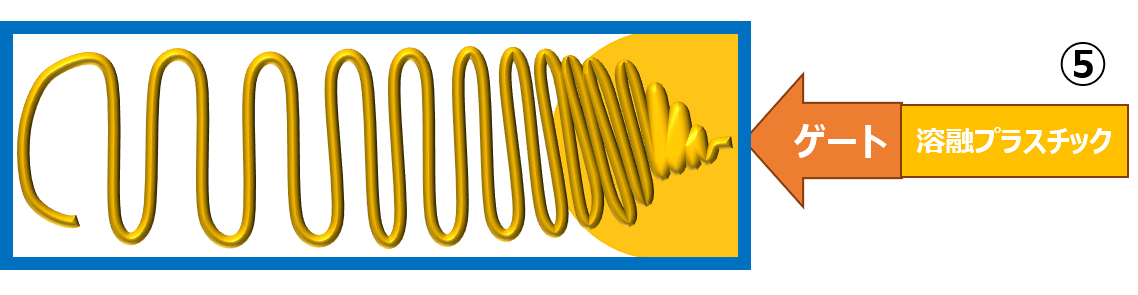
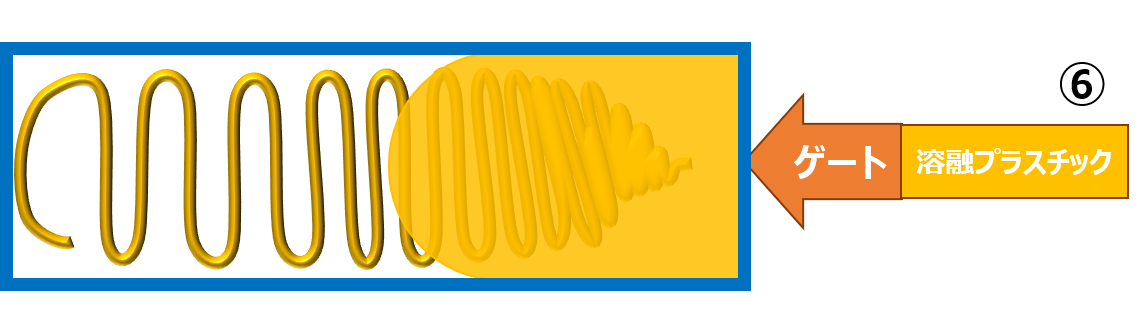

図2. ジェッティングの発生メカニズム
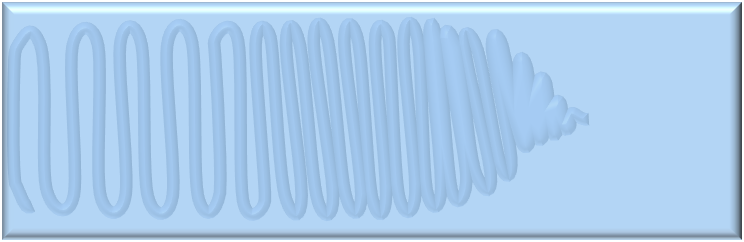
図3. ジェッティングのイメージ図
プラスチックが固化すると、図3のように成形品の表面には、“ジェッティング” が現れます。
ジェッティングの発生
ゲートから金型キャビティ内に射出された溶融プラスチックが、一気にキャビティ内を走り、ゲートと反対側の壁に衝突した後に、折り畳まれていきます。
その後、ゲート近傍から充填が進行し、折り畳まれた部分が溶融プラスチックに飲み込まれ、成形品全体が固化してもその跡が残るために、ジェッティングは発生します。
ジェッティングの解決方法
・「射出速度」を下げる。(※下げすぎると、フローマークが発生する可能性がある為、要注意。)
・「金型温度」を上げて、溶融プラスチックが急激に冷えないようにする。
・「溶融プラスチック」の温度を上げて、粘度を低くする。
・「ゲート径」を大きくして、ゲート側から扇状に充填する。
・「ゲート位置」を変更し、蛇状にならないように溶融プラスチックの流動を制御する。
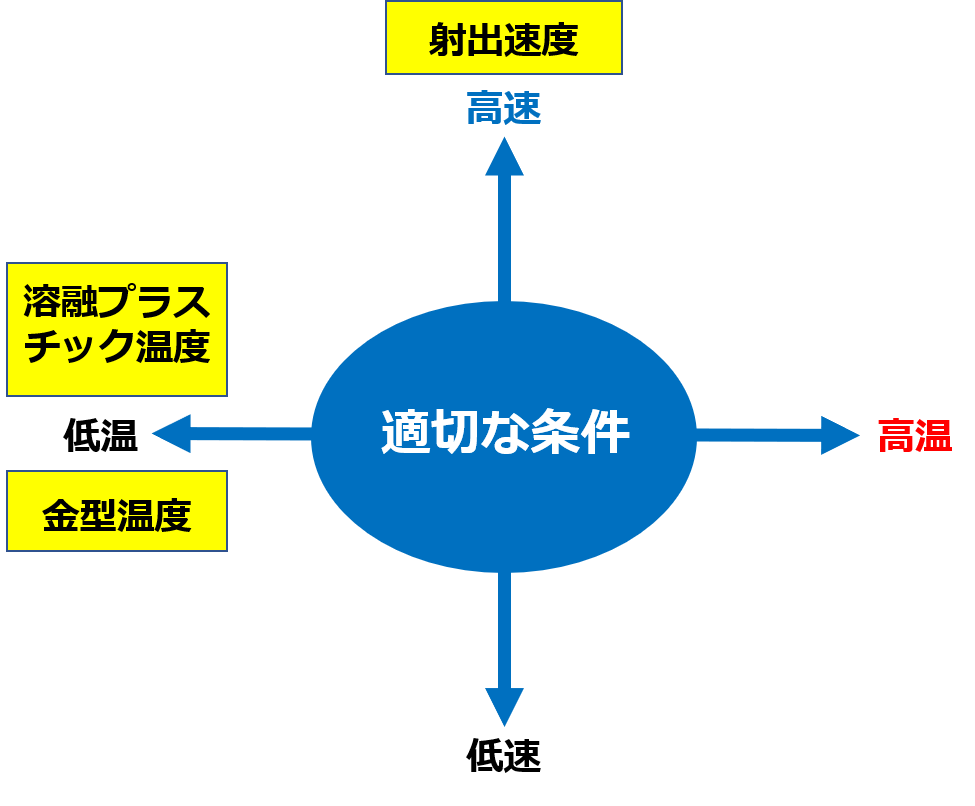
図4. 射出成形を適切な条件で実施
“溶融プラスチック温度”と“金型温度”を適切に調整し、“射出速度”を適切な速度にすることでジェッティングの発生を防ぐことができます。